
.jpg)
.png)
.png)
.png)
在精益生產的理念中,對于生產計劃的編排,存在兩種不同的思路:傳統的推進式生產計劃和JIT拉動式生產計劃。現分別對二者闡釋如下:
傳統的推進式(PUSH)生產計劃
傳統的推進式生產計劃是按產品構成清單對所需的零部件規格和數量進行計算,得出每種零部件的投入產出計劃,按計劃發出生產和訂貨的指令。每一生產車間都按計劃生產零部件,將實際完成情況反饋到生產計劃部門,并將加工完的零部件送到下一道工序或下游生產車間,不管下一道工序和下游生產車間當時是否需要。
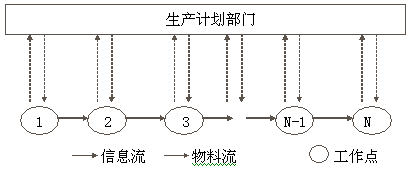
如圖所示,實線為物流,虛線為信息流。推進式生產方式的物流是從工序1、2、3一直到N-1,而信息流則是生產計劃部門和每一道工序的虛線的延續。很顯然,推進式生產方式的信息流和物流是分開的。
推進式生產計劃的物流從倉庫開始,在各道工序之間產生流動;它的信息流存在于計劃部門和倉庫之間。由于工序間缺少必要的信息溝通,往往造成中間產品的過多生產或過早生產,致使中間產品積壓,有些企業甚至專門設立了很多倉庫用來存儲過剩的半成品。因此,推動式的生產計劃是一種缺乏科學規劃的生產計劃。
JIT拉動式(PULL)生產計劃
拉動式生產計劃是由市場需求信息決定產品的組裝,然后由產品組裝來拉動零件的加工,每一道工序、每一個車間向它的前一道工序或上游車間提出需求和工作指令,上游工序和車間完全按照這些指令來進行生產。
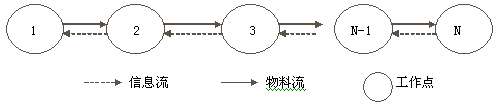
如圖所示,虛線代表信息流,實線代表物料流。拉動式生產方式的物流是從工序1、2、3,一直流到第N道工序,它的信息流則是從第N道工序開始,一步一步向工序3、2、1輸送。因此,它的信息流和物流是緊密結合在一起的。
JIT拉動式生產計劃部門只需要把生產計劃下達到最后一道工序,最后一道工序利用看板對其上游工序提出物料的要求,上游工序根據要求生產,通過看板的拉動一直延續到采購部門。這種計劃方式的好處在于真正實現了信息流與物流的結合,而且在整個過程中不會產生多余的中間產品,也不會出現等待、拖延等浪費。因此,JIT拉動式生產計劃能夠真正做到“適時、適量、適物”的生產。
看板在JIT拉動式生產計劃中的運用
在JIT拉動式生產計劃中,公司生產計劃部門僅僅制定最終產品生產計劃。公司內各車間零配件、單元生產不制定生產計劃,而是依據最終產品生產需要的時間,由“看板”來指示每日生產品種、數量和交付后續工序的地點、時間及數量。因此,看板是JIT生產計劃中信息流的載體。
通過看板的運用,各工序只生產后工序所需要的產品,避免了生產不必要的產品。由于只在后工序需要時才生產,同時避免和減少了不急需品的庫存量。同時,生產指令只下達給最后一道工序,最后的成品數量與生產指令所指示的數量(市場需求)是一致的,這樣就減少了中間層,實現了管理的扁平化。
作者:博革咨詢
推薦新聞
.png) 蘇州礦山機械領軍企業精益改善優秀成果展現
蘇州礦山機械領軍企業精益改善優秀成果展現 博革于2021年10月正式與蘇州創力達成合作,簽署精益布局項目,旨在全面改造升級齒輪車間,歷時4個月完成前期規劃,另根據規劃項目歷時1年改造完成,現新車間已經投入使用,并且達到預期目標。 /news/4855.html
 博革攜手江東金具設備制造,精益咨詢管理改善促生產
博革攜手江東金具設備制造,精益咨詢管理改善促生產 江東金具決定與上海博革咨詢達成協議:由上海博革咨詢為江東金具進行工廠布局規劃和目視化設計工作。項目定位為打造絕緣子行業國內領先、行業標桿的智能化、自動化燈塔工廠。 /news/4866.html
.png) 國內PPE行業領軍企業賽立特園區精益布局
國內PPE行業領軍企業賽立特園區精益布局 博革自2022年起為賽立特提供精益管理服務,助力企業搭建精益管理體系,推動精益化管理落地見效,從而全面轉型升級,提升企業競爭力。本次項目從2024年10月進駐,經過調研分析,圍繞園區整布局 /news/4864.html