
.jpg)
.png)
.png)
.png)
歡迎您訪問博革咨詢官網!博革咨詢是中國首家整合精益生產/六西格瑪/流程再造的咨詢公司,專注于提供 精益生產、6S現場管理、TPM設備管理、精益工廠布局、專業目視化、精益供應鏈、精益研發、六西格瑪管理、智能制造等綜合性問題解決方案并負責落地實施。
全國咨詢熱線:021-62373515、157-2153-3189
一、企業介紹
某印刷包材有限公司是國內專業生產軟包裝,彩盒、食品紙質容器的龍頭企業,目前已在天津、杭州、重慶、南京擁有四大生產基地七家工廠,為食品、日化、乳品、醫藥、電子等行業客戶提供全方位的包裝解決方案。
為了更好地和國際包裝接軌,為客戶提供滿意的品質,公司先后引進日本富士、住友重工、意大利思嘉唯、羅特邁克、德國戴維斯、曼羅蘭等上百套先進設備,擁有高速印刷機、無溶劑復合機、雙模頭淋膜機等500多臺先進設備,50余條生產線和十萬級凈化車間。
該企業為了進一步提升,邀請博革咨詢團隊為企業SMED進行進一步的改善。
二、企業目前現狀:
1、依換件作業時間觀測,記錄換件每一步驟所花費時間;
2、2. 5月18日、28日,又對C班、B班進行測試,換件同類品項B班耗用時間230.1分鐘;C班耗用時間224.5分鐘;
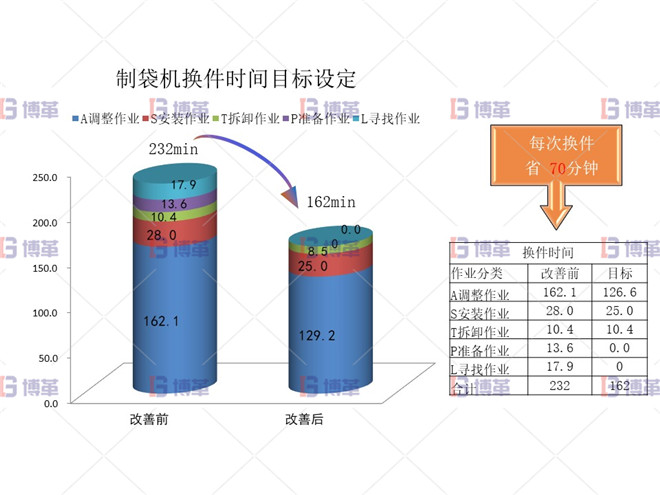
3、三個班平均換件總耗用時間:232分鐘
三、項目改善實施計劃:
作業準備改善:改善前用時:31.6min,改善后:用時:0min。減少:31.6min
1、下一訂單的標準技術參數記錄(記錄于空白表單上);
2、將模治具準備于換件小車上放于機臺邊;
3、將裁切好的耐熱布放于工作臺上;
4、上一訂單結束時,完成清線。

增加1臺耐壓儀:改善前用時:80min,改善后:用時:28min。減少:52min
1、做首檢中的耐壓試驗每個袋子需壓8分鐘,耐壓10個袋子則需耐壓80分鐘,嚴重影響換件時間;
2、增加一臺耐壓檢測儀;
3、首檢耐壓試驗由3臺耐壓儀交叉進行。

上卷時間改善:改善前用時:6.9min,改善后:用時:5.5min。減少:1.4min
1、上一訂單結單前,在主料與底料上卷部準備好半成品卷;
2、上卷作業2人同時作業,主開人員上主料,副開人員上底料。

橫封板位置調整:改善前用時:4.5min,改善后:用時:2.7min。減少:1.8min
1、每一品項,首次調機將各工作組件的位置,記錄于《作業條件記錄表》,再次生產時,以記錄刻度移準位置;
2、當記錄刻度生產不出良品時,檢查工作組件是否水平(是否傾斜)并改善。

調整縱封部壓力和間隙:改善前用時:4.4min,改善后:用時:4.0min。減少:0.4min
1、每一品項,首次調機將各工作組件的位置及,記錄于《作業條件記錄表》,再次生產時,以記錄刻度移準位置;
2、當記錄刻度生產不出良品時,檢查工作組件是否水平(是否傾斜)并改善。

圖案調整:改善前用時:8.1min,改善后:用時:5.6min。減少:2.5min
1、將半成品卷居中,電眼刻度調至“0”位,光電居中于電眼線;
2、每一品項,首次調機將各工作組件的位置及,記錄于《作業條件記錄表》,再次生產時,以記錄刻度移準位置;
3、當記錄刻度生產不出良品時,檢查工作組件是否水平(是否傾斜)并改善。
調整底料高度:改善前用時:1.5min,改善后:用時:1.2min。減少:0.3min
1、每一品項,首次調機將各工作組件的位置及,記錄于《作業條件記錄表》,再次生產時,以記錄刻度移準位置;
2、當記錄刻度生產不出良品時,檢查工作組件是否水平(是否傾斜)并改善。

啟用底料圓孔定位跟蹤標記:改善前用時:1.9min,改善后:用時:1.5min。減少:0.4min
1、啟用底料圓孔定位跟蹤標記,制作OPL教導;
2、首次生產后將沖孔器的刻度位置記錄到《作業條件記錄表》。

OPL教育:通過員工自主改善建議,制作OPL改善教材。