
.jpg)
.png)
.png)
.png)
案例概述:
該企業是國內首家鋼制二片罐生產廠家,作為目前二片易拉罐行業內唯一一家鋼罐生產期企業,面臨著巨大的競爭壓力,近年來,國內飲料市場種類增多,高端啤酒和茶飲料等市場范圍擴大,碳酸飲料市場有所萎縮,但該企業的制罐主要產品用于碳酸飲料灌裝;而目前國內兩片罐生產廠線激增,造成嚴峻的競爭態勢。基于這種現狀,公司提出發展戰略:既要穩固現有市場,又要開拓高端市場,優質甚至是苛刻的品質要求成為必要條件,2010年公司提出“精品罐”戰略。要達到這個戰略就要產品各項質量特性保持穩定,滿足灌裝要求、保證灌裝效率,同時不出現任何影響飲料質量的不良因素。基于此,公司希望通過精益六西格瑪項目的推進,徹底降低質量損失,滿足客戶需求。
結合公司年度經營戰略,全面提高產質量量,降低失敗成本,公司對2010年上半年多項關鍵質量特性進行了分析:
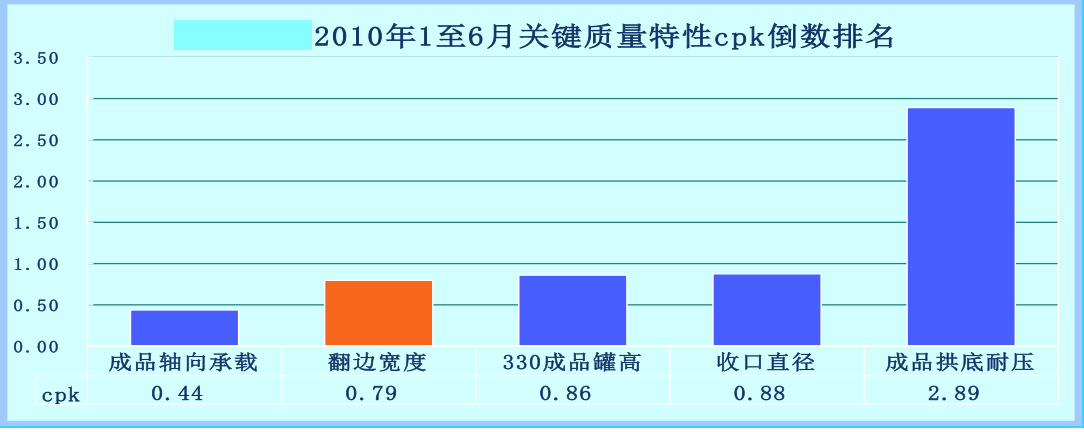
通過spc系統有規律的采集主要質量特性數據,數據分析顯示2010年上半年多項關鍵質量特性CPK小于1.0,翻邊寬度CPK位于倒數第二位,翻邊寬度控制的好壞會影響到顧客最關注的外觀質量和口味影響。
 通過調取spc系統2010年1-6月翻邊寬度數據,數據顯示上半年各月翻邊寬度CPK起伏不大,但均低于1.0,說明翻邊寬度過程能力不足,而同行業的CPK水平都在1.33以上,說明我們的問題確實比較嚴重
通過調取spc系統2010年1-6月翻邊寬度數據,數據顯示上半年各月翻邊寬度CPK起伏不大,但均低于1.0,說明翻邊寬度過程能力不足,而同行業的CPK水平都在1.33以上,說明我們的問題確實比較嚴重
通過以上分析,該客戶的翻邊寬度cpk為0.79,說明該質量特性過程能力不足,不能滿足客戶要求,而當前同行業翻邊寬度cpk大都超過1.33。因此,如果我們的現有客戶不能接受這一現狀,則很可能損失現有客戶。要拓展高端客戶,實現“精品罐戰略”,產品的各項指標必須達到甚至超過行業標準,如果我們的關鍵質量特性cpk仍然保持現狀,則無法贏得潛在客戶。根據2010年上半年的財務數據,翻邊波浪共生成廢品21.59萬個,翻邊寬度不合格共生成廢品為3.7萬個,共計財務損失為 7.59萬 (單位損失0.3元)
博革咨詢顧問輔導手記
該項目剛接手的時候發現制罐的過程有很多不穩定的質量因素,但是通過客訴分析發現,翻邊的寬度控制會直接影響客戶關注的外觀及口感,因而從翻遍寬度著手,確定關鍵原因,并且通過與同行對比發現,其他公司的翻遍cpk都比較高,我們差距也比較多,經過分析確認,將提高兩片罐翻邊寬度穩定性最為改善專案
測量階段(Measure)
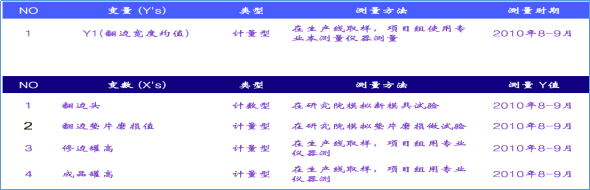
本項目測量的數據屬于連續型數據,由當班人員根據品控SOP的檢測頻次及要求(具體要求)使用專用儀器采集,樣本的選定可靠且有代表性。
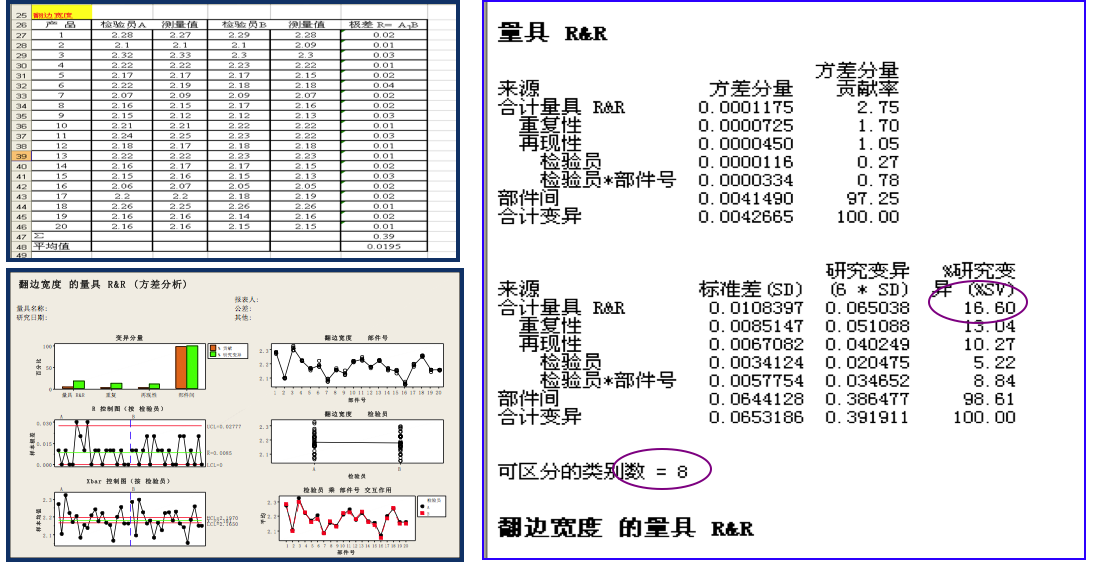 根據翻邊寬度測量系統分析,10%<P/TV=16.6% <30%,據此判定該測量系統為有條件接受,由于測量儀器短期內不會更換,故該測量系統在本項目期間延續使用。
根據翻邊寬度測量系統分析,10%<P/TV=16.6% <30%,據此判定該測量系統為有條件接受,由于測量儀器短期內不會更換,故該測量系統在本項目期間延續使用。
對過程能力進行分析
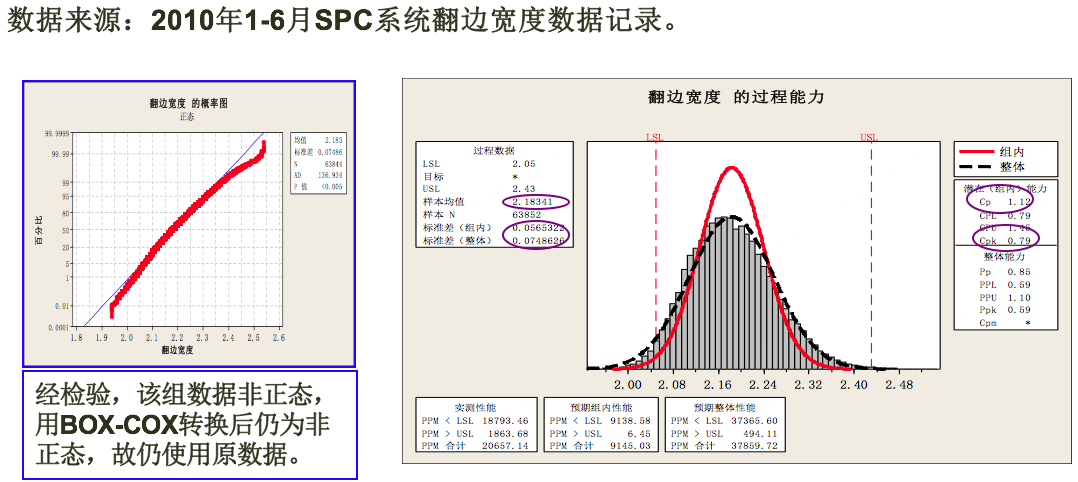 采用spc系統中2010年1-6月翻邊寬度數據對其過程能力進行分析,結果顯示cp=1.12,cpk=0.79,均值=2.18mm,標準偏差=0.075,圖中顯示翻邊寬度均值明顯偏低偏低。由于cpk明顯低于cp,因此判定翻邊寬度的均值偏低是造成cpk偏低的主要原因,本項目將以提高均值為主要改善目標,標準偏差暫不考慮。
采用spc系統中2010年1-6月翻邊寬度數據對其過程能力進行分析,結果顯示cp=1.12,cpk=0.79,均值=2.18mm,標準偏差=0.075,圖中顯示翻邊寬度均值明顯偏低偏低。由于cpk明顯低于cp,因此判定翻邊寬度的均值偏低是造成cpk偏低的主要原因,本項目將以提高均值為主要改善目標,標準偏差暫不考慮。
制定CE矩陣分析,確定可控因素,確定可以實施即時改善的內容。
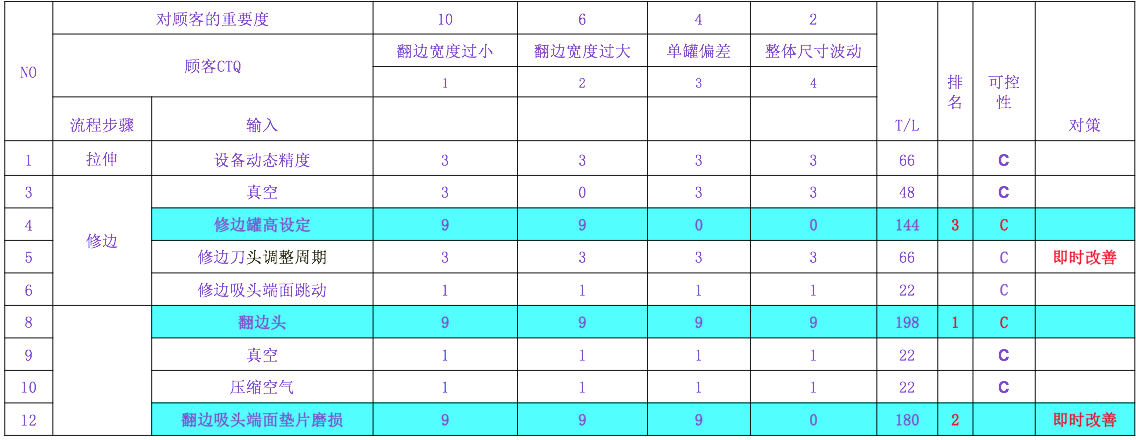 通過分析找到影響翻邊寬度的3個可控主要因素,分別為 “翻邊頭”、“修邊高度設定”、“翻邊吸頭墊片磨損” ,實施確定的即時改善內容。
通過分析找到影響翻邊寬度的3個可控主要因素,分別為 “翻邊頭”、“修邊高度設定”、“翻邊吸頭墊片磨損” ,實施確定的即時改善內容。
博革咨詢顧問輔導手記
對于關鍵問題的關鍵因素確定,要進行多方分析,測量系統的能力是首要因素,如果沒法改變,要進行過程能力分析,最終確定關鍵項目。
另外,對于實時改善,我們的指導思想是,在任何時間,包括在MAIC各個階段哪里發現改善目標,就在那里實施實時改進,舉手之勞,何樂而不為呢?
分析階段(Analyze)
多變量分析計劃
 根據C&E矩陣,在本階段分析并確定以下幾個關系:
根據C&E矩陣,在本階段分析并確定以下幾個關系:
1、翻邊頭(模具)與翻邊寬度的關系;
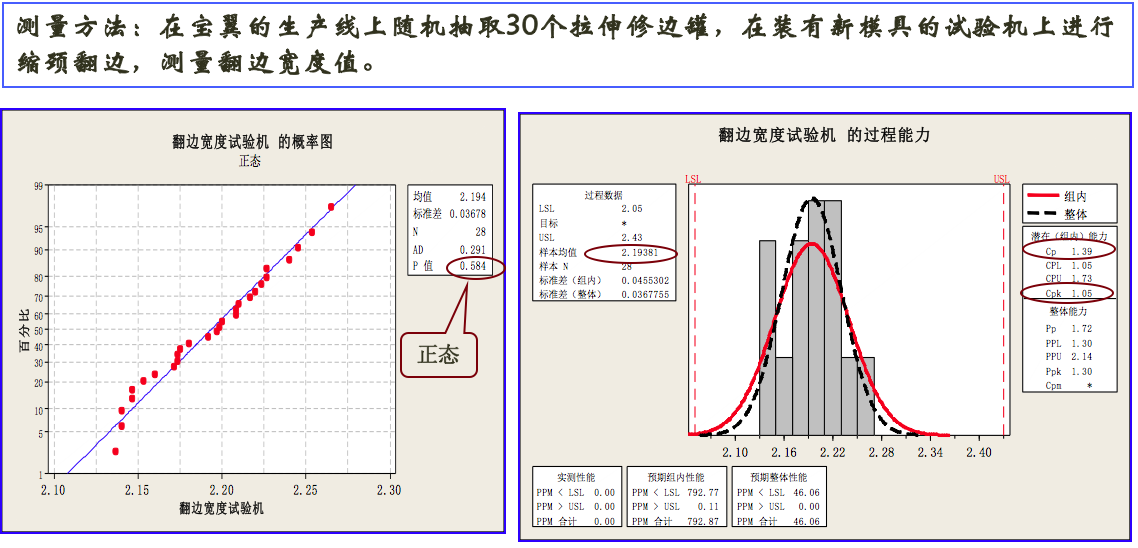 在其他條件不變的條件下,使用新模具后,翻邊寬度的CPK、CP均明顯提高,說明翻邊模具的確與翻邊寬度有關;同時說明縮頸翻邊前的工序可能是造成均值偏低的主要原因。
在其他條件不變的條件下,使用新模具后,翻邊寬度的CPK、CP均明顯提高,說明翻邊模具的確與翻邊寬度有關;同時說明縮頸翻邊前的工序可能是造成均值偏低的主要原因。
2、翻邊吸頭端面墊片磨損與翻邊寬度的關系;
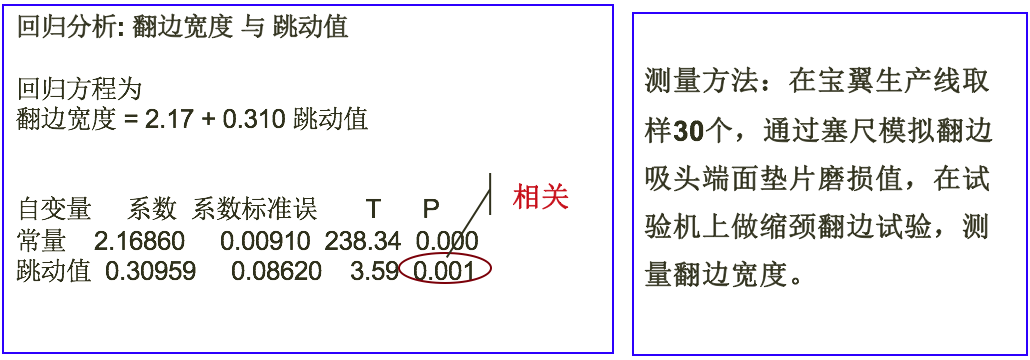 結論:翻邊吸頭端面墊片磨損與翻邊寬度強相關;翻邊吸頭端面墊片磨損跳動值以0.02mm為主,根據回歸方程可知其影響程度不大;若想進一步減少影響,可以通過增加更換墊片的頻率實現。
結論:翻邊吸頭端面墊片磨損與翻邊寬度強相關;翻邊吸頭端面墊片磨損跳動值以0.02mm為主,根據回歸方程可知其影響程度不大;若想進一步減少影響,可以通過增加更換墊片的頻率實現。
3、修邊罐高、成品罐高與翻邊寬度的關系;
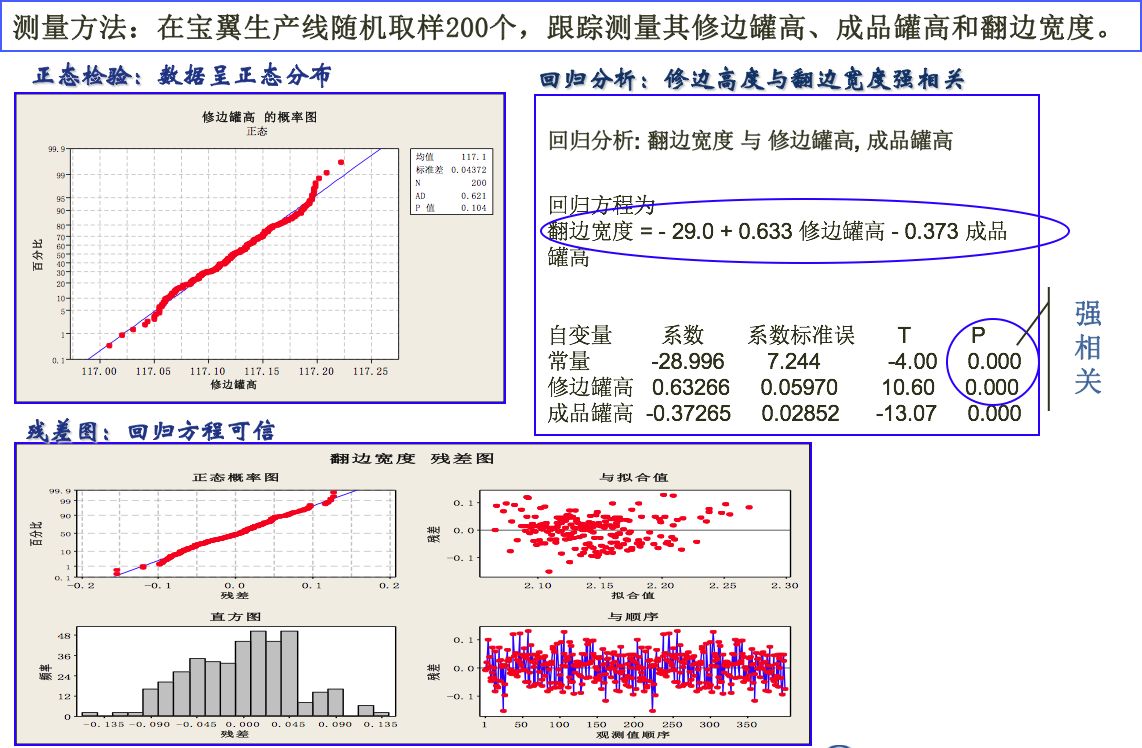 結論:1、通過觀察殘差圖(分析觀測值與擬合值的差異),可判定回歸方程(翻邊寬度 = - 29.0 + 0.633 修邊罐高 - 0.373 成品罐高)可信;
結論:1、通過觀察殘差圖(分析觀測值與擬合值的差異),可判定回歸方程(翻邊寬度 = - 29.0 + 0.633 修邊罐高 - 0.373 成品罐高)可信;
2、根據回歸方程,在成品罐高不變的情況下,適當調高修邊高度的設定值可以提高翻邊寬度均值。
通過以上分析,最終確定:
1、翻邊模具、翻邊墊片磨損、修邊罐高、成品罐高對翻邊寬度均有較明顯的影響,可以通過翻邊模具更換、確定最佳的翻邊墊片更換周期及獲得最佳修邊參數和成品罐高參數設定等措施提高翻邊寬度CPK;
2、翻邊寬度數據整體偏低的主要影響可能是在縮頸翻邊之前的工序產生的;
3、7臺拉伸機間、12個翻邊工位間有較明顯的差異,在調整參數設定時針對考慮;
博革咨詢顧問輔導手記
大量并正確、靈活地使用統計分析工具,對于查找重要少數因子至關重要,不能用傳統的經驗去思考確定,事實說明經項目后來改善證實,經驗有時是靠不住的,不經過資料分析而得出的改善有時候是無效的,甚至還起反作用。
當然,在此需要提醒的是,使用不當的分析工具給我們帶來的錯誤導向也是要特別慎重的!,另外,統計分析要與實際緊密結合才有實際意義。
改善階段(Improve)
改善1 調整修邊罐高
改善措施:為避免產品質量風險,工廠認為修邊罐高不宜變動過大,本項目只能通過小幅度提高修邊罐高觀察改善效果,通過記錄數據,未能看到修邊罐高小幅調整對翻邊寬度CPK的貢獻。
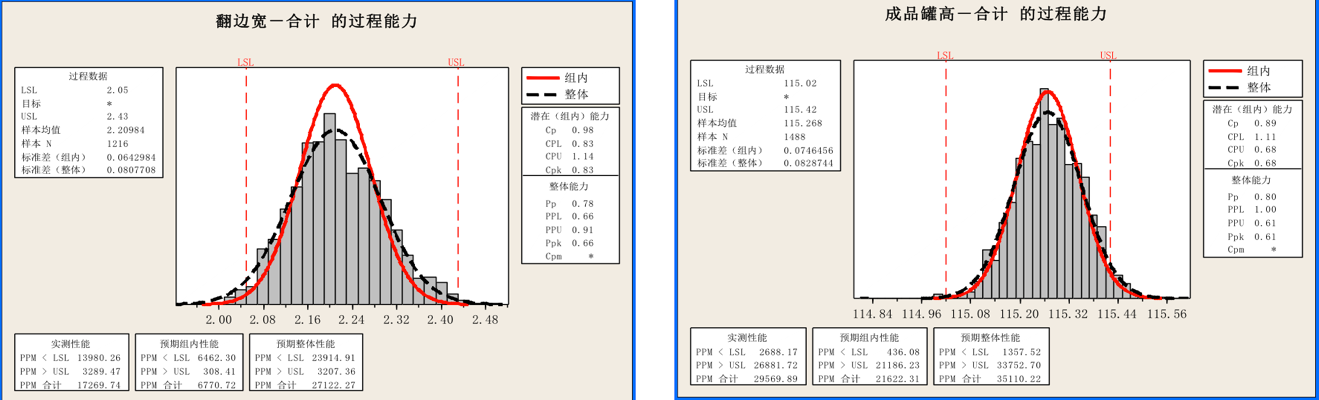 分析:數據分析顯示,翻邊寬度CPK=0.83基本沒有改善,均值2.21略有提高;成品罐高CPK=0.68,均值115.27大于目標值115.22較多。因此,根據y=2.16+0.037A-0.018B,在不改變修邊罐高的前提下,下步將通過成品罐高的數據改善實現翻邊寬度的改善。
分析:數據分析顯示,翻邊寬度CPK=0.83基本沒有改善,均值2.21略有提高;成品罐高CPK=0.68,均值115.27大于目標值115.22較多。因此,根據y=2.16+0.037A-0.018B,在不改變修邊罐高的前提下,下步將通過成品罐高的數據改善實現翻邊寬度的改善。
改善2 更換翻邊模具
改善措施:根據分析階段結論,由于設備改善過程的不同階段更換過不同部位的備件,當前翻邊和縮頸模具在設計上不是配套產品,因此,在本次大修中將更換翻邊模具(由3頭模具換成4頭模具),改善產品后段主要數據。
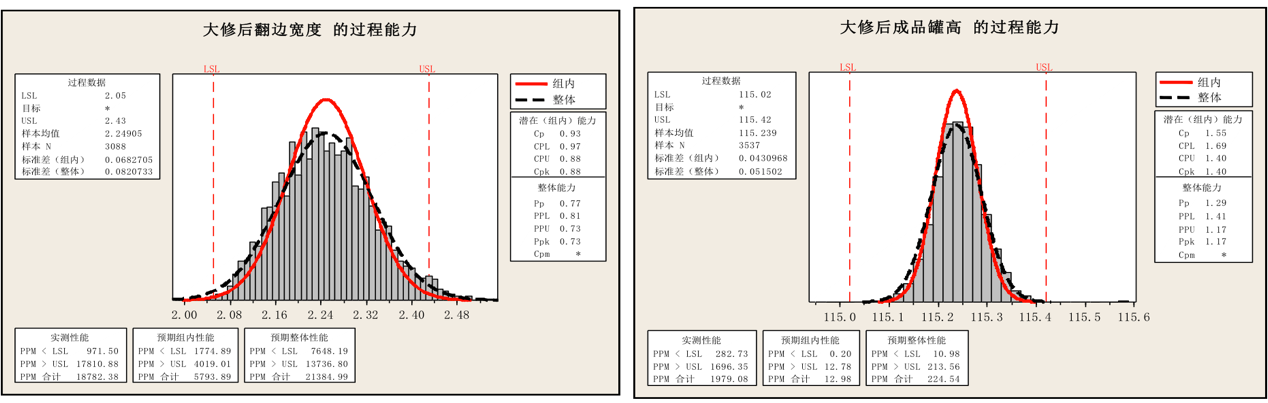 分析:更換的翻邊模具后,雖然CPK仍然不理想,但翻邊寬度的均值提高明顯,成品罐高的改善也非常明顯。說明,更換配套縮頸模具的4頭翻邊模具對成品罐高改善貢獻較大,同時提高了翻邊寬度的均值,但穩定性還需要進一步改善。
分析:更換的翻邊模具后,雖然CPK仍然不理想,但翻邊寬度的均值提高明顯,成品罐高的改善也非常明顯。說明,更換配套縮頸模具的4頭翻邊模具對成品罐高改善貢獻較大,同時提高了翻邊寬度的均值,但穩定性還需要進一步改善。
改善3 更換翻邊墊片
改善措施:1、確定最適合的更換墊片周期。以1#、2#、3#工位做試點,更換墊片做一個月跟蹤;
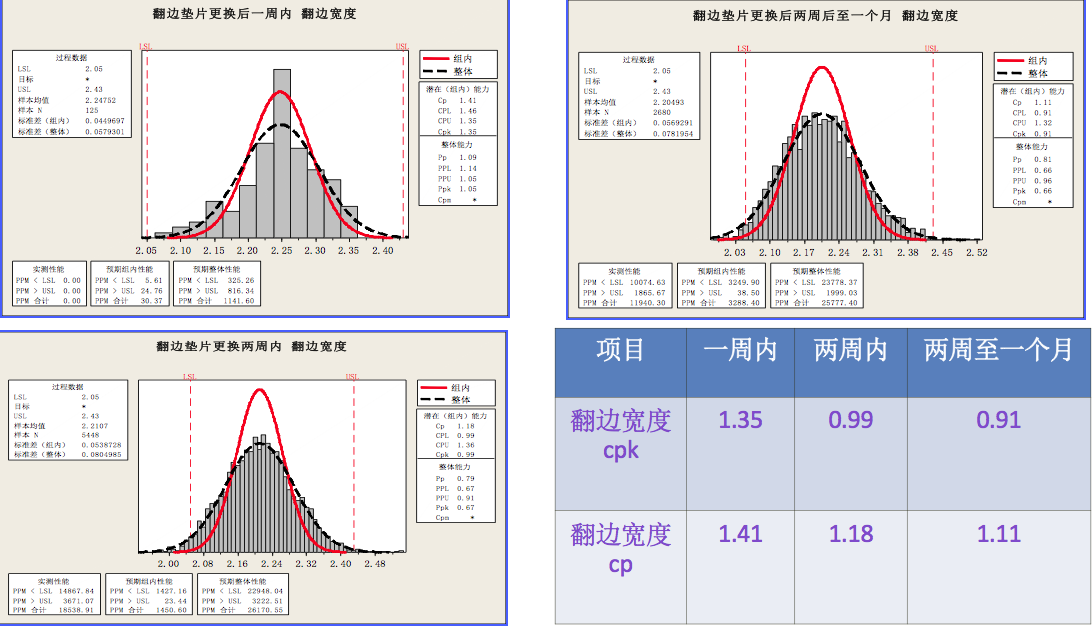 分析:數據顯示,墊片更換一周內,翻邊寬度過程能力改善明顯,之后很快回落。但每周更換墊片影響生產,不適用。
分析:數據顯示,墊片更換一周內,翻邊寬度過程能力改善明顯,之后很快回落。但每周更換墊片影響生產,不適用。
改善措施:2、更換墊片類型:將現有墊片改為翻邊吸頭+墊片組合備件。
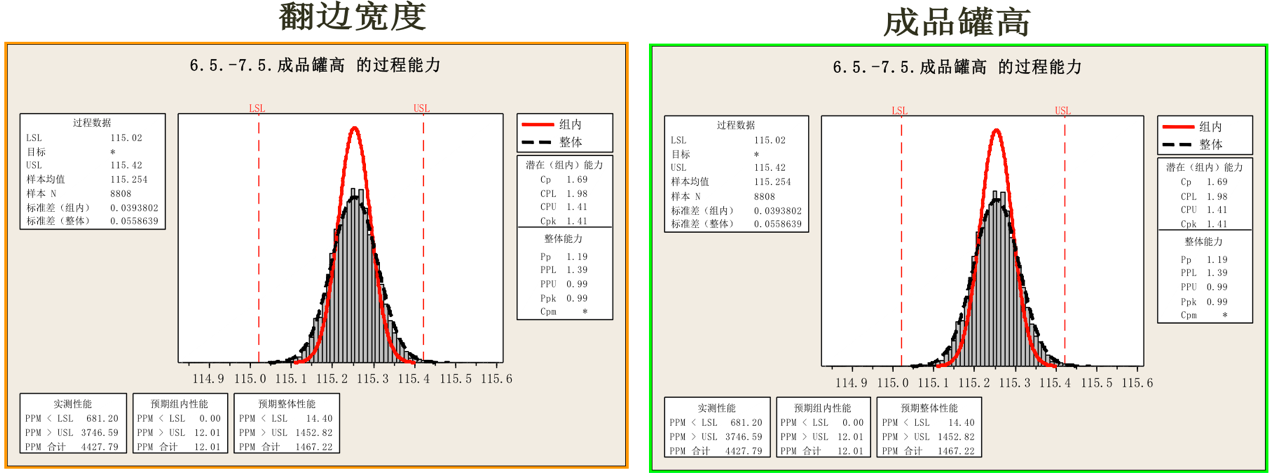
本項目數據分析嚴于企業的spc系統,故企業的spc 系統分析顯示的cpk/cp均高于本項目結論,即翻邊寬度cpk=1.145/cp=1.22;成品罐高cpk=1.50/cp=1.81。
博革咨詢顧問輔導手記
本項目旨在不降低其他關鍵質量要素過程能力的前提下,提高翻邊寬度的穩定性,事實上,通過項目實施過程中各種即時改善和綜合改善,不但最終實現了翻邊寬度cpk超過1.1,而且使客戶關注的另一個重要質量特性-成品罐高的過程能力得到了大幅提升,實現了雙贏。(組合備件更換前:成品罐高CPK=1.15;翻遍寬度CPK=0.93,組合備件更換后:成品罐高CPK=1.41;翻遍寬度CPK:1.12)
控制階段(Control)
鞏固措施:
1、對作業線員工培訓,使員工了解本項目改善內容和結果;
2、將DOE結果增加到作業指導書中,做為設備調整的依據;
3、將翻邊墊片改為翻邊洗頭+翻邊墊片組合備件的型號增加到作業指導書中,做為更換依據和指導。
進一步提升建議:
1、收集數據,確定組合墊片的最佳更換周期;
2、更換主要備件后,應重新進行DOE試驗,及時更新關系式;
3、為進一步提高翻邊寬度穩定性,建議確定修邊罐高的最佳值是否需要修正。
博革咨詢顧問輔導手記
該項目從立項到分析、改善的過程中運用了大量的六西格瑪分析工具,在老師的引導下,一些工具的使用相當到位,過程中實施計劃控制良好,參與項目的人員積極性很高,通過半年時間的精益六西格瑪改善,最終達成了項目預期目標,改善翻邊寬度穩定性,目標是翻邊寬度cpk≥1.1。在幾個改善步驟中,翻邊墊片更換為翻邊吸頭+墊片的組合備件對提高翻邊寬度穩定性起到了關鍵作用,使翻邊寬度cpk超過了項目目標值1.1。是客戶對產品的滿意度提升,為企業的“精品罐”戰略奠定堅實基礎。
作為一個精益六西格瑪黑帶項目,整個改善過程及提升方法都是比較優秀的,值得借鑒和學習。
該企業是國內首家鋼制二片罐生產廠家,作為目前二片易拉罐行業內唯一一家鋼罐生產期企業,面臨著巨大的競爭壓力,近年來,國內飲料市場種類增多,高端啤酒和茶飲料等市場范圍擴大,碳酸飲料市場有所萎縮,但該企業的制罐主要產品用于碳酸飲料灌裝;而目前國內兩片罐生產廠線激增,造成嚴峻的競爭態勢。基于這種現狀,公司提出發展戰略:既要穩固現有市場,又要開拓高端市場,優質甚至是苛刻的品質要求成為必要條件,2010年公司提出“精品罐”戰略。要達到這個戰略就要產品各項質量特性保持穩定,滿足灌裝要求、保證灌裝效率,同時不出現任何影響飲料質量的不良因素。基于此,公司希望通過精益六西格瑪項目的推進,徹底降低質量損失,滿足客戶需求。
專案:提高兩片罐翻邊寬度穩定性
定義階段(Define)
結合公司年度經營戰略,全面提高產質量量,降低失敗成本,公司對2010年上半年多項關鍵質量特性進行了分析:
通過spc系統有規律的采集主要質量特性數據,數據分析顯示2010年上半年多項關鍵質量特性CPK小于1.0,翻邊寬度CPK位于倒數第二位,翻邊寬度控制的好壞會影響到顧客最關注的外觀質量和口味影響。
通過以上分析,該客戶的翻邊寬度cpk為0.79,說明該質量特性過程能力不足,不能滿足客戶要求,而當前同行業翻邊寬度cpk大都超過1.33。因此,如果我們的現有客戶不能接受這一現狀,則很可能損失現有客戶。要拓展高端客戶,實現“精品罐戰略”,產品的各項指標必須達到甚至超過行業標準,如果我們的關鍵質量特性cpk仍然保持現狀,則無法贏得潛在客戶。根據2010年上半年的財務數據,翻邊波浪共生成廢品21.59萬個,翻邊寬度不合格共生成廢品為3.7萬個,共計財務損失為 7.59萬 (單位損失0.3元)
博革咨詢顧問輔導手記
該項目剛接手的時候發現制罐的過程有很多不穩定的質量因素,但是通過客訴分析發現,翻邊的寬度控制會直接影響客戶關注的外觀及口感,因而從翻遍寬度著手,確定關鍵原因,并且通過與同行對比發現,其他公司的翻遍cpk都比較高,我們差距也比較多,經過分析確認,將提高兩片罐翻邊寬度穩定性最為改善專案
測量階段(Measure)
本項目測量的數據屬于連續型數據,由當班人員根據品控SOP的檢測頻次及要求(具體要求)使用專用儀器采集,樣本的選定可靠且有代表性。
對過程能力進行分析
制定CE矩陣分析,確定可控因素,確定可以實施即時改善的內容。
博革咨詢顧問輔導手記
對于關鍵問題的關鍵因素確定,要進行多方分析,測量系統的能力是首要因素,如果沒法改變,要進行過程能力分析,最終確定關鍵項目。
另外,對于實時改善,我們的指導思想是,在任何時間,包括在MAIC各個階段哪里發現改善目標,就在那里實施實時改進,舉手之勞,何樂而不為呢?
分析階段(Analyze)
多變量分析計劃
1、翻邊頭(模具)與翻邊寬度的關系;
2、翻邊吸頭端面墊片磨損與翻邊寬度的關系;
3、修邊罐高、成品罐高與翻邊寬度的關系;
2、根據回歸方程,在成品罐高不變的情況下,適當調高修邊高度的設定值可以提高翻邊寬度均值。
通過以上分析,最終確定:
1、翻邊模具、翻邊墊片磨損、修邊罐高、成品罐高對翻邊寬度均有較明顯的影響,可以通過翻邊模具更換、確定最佳的翻邊墊片更換周期及獲得最佳修邊參數和成品罐高參數設定等措施提高翻邊寬度CPK;
2、翻邊寬度數據整體偏低的主要影響可能是在縮頸翻邊之前的工序產生的;
3、7臺拉伸機間、12個翻邊工位間有較明顯的差異,在調整參數設定時針對考慮;
博革咨詢顧問輔導手記
大量并正確、靈活地使用統計分析工具,對于查找重要少數因子至關重要,不能用傳統的經驗去思考確定,事實說明經項目后來改善證實,經驗有時是靠不住的,不經過資料分析而得出的改善有時候是無效的,甚至還起反作用。
當然,在此需要提醒的是,使用不當的分析工具給我們帶來的錯誤導向也是要特別慎重的!,另外,統計分析要與實際緊密結合才有實際意義。
改善階段(Improve)
改善1 調整修邊罐高
改善措施:為避免產品質量風險,工廠認為修邊罐高不宜變動過大,本項目只能通過小幅度提高修邊罐高觀察改善效果,通過記錄數據,未能看到修邊罐高小幅調整對翻邊寬度CPK的貢獻。
改善2 更換翻邊模具
改善措施:根據分析階段結論,由于設備改善過程的不同階段更換過不同部位的備件,當前翻邊和縮頸模具在設計上不是配套產品,因此,在本次大修中將更換翻邊模具(由3頭模具換成4頭模具),改善產品后段主要數據。
改善3 更換翻邊墊片
改善措施:1、確定最適合的更換墊片周期。以1#、2#、3#工位做試點,更換墊片做一個月跟蹤;
改善措施:2、更換墊片類型:將現有墊片改為翻邊吸頭+墊片組合備件。
本項目數據分析嚴于企業的spc系統,故企業的spc 系統分析顯示的cpk/cp均高于本項目結論,即翻邊寬度cpk=1.145/cp=1.22;成品罐高cpk=1.50/cp=1.81。
博革咨詢顧問輔導手記
本項目旨在不降低其他關鍵質量要素過程能力的前提下,提高翻邊寬度的穩定性,事實上,通過項目實施過程中各種即時改善和綜合改善,不但最終實現了翻邊寬度cpk超過1.1,而且使客戶關注的另一個重要質量特性-成品罐高的過程能力得到了大幅提升,實現了雙贏。(組合備件更換前:成品罐高CPK=1.15;翻遍寬度CPK=0.93,組合備件更換后:成品罐高CPK=1.41;翻遍寬度CPK:1.12)
控制階段(Control)
鞏固措施:
1、對作業線員工培訓,使員工了解本項目改善內容和結果;
2、將DOE結果增加到作業指導書中,做為設備調整的依據;
3、將翻邊墊片改為翻邊洗頭+翻邊墊片組合備件的型號增加到作業指導書中,做為更換依據和指導。
進一步提升建議:
1、收集數據,確定組合墊片的最佳更換周期;
2、更換主要備件后,應重新進行DOE試驗,及時更新關系式;
3、為進一步提高翻邊寬度穩定性,建議確定修邊罐高的最佳值是否需要修正。
博革咨詢顧問輔導手記
該項目從立項到分析、改善的過程中運用了大量的六西格瑪分析工具,在老師的引導下,一些工具的使用相當到位,過程中實施計劃控制良好,參與項目的人員積極性很高,通過半年時間的精益六西格瑪改善,最終達成了項目預期目標,改善翻邊寬度穩定性,目標是翻邊寬度cpk≥1.1。在幾個改善步驟中,翻邊墊片更換為翻邊吸頭+墊片的組合備件對提高翻邊寬度穩定性起到了關鍵作用,使翻邊寬度cpk超過了項目目標值1.1。是客戶對產品的滿意度提升,為企業的“精品罐”戰略奠定堅實基礎。
作為一個精益六西格瑪黑帶項目,整個改善過程及提升方法都是比較優秀的,值得借鑒和學習。
作者:博革咨詢
推薦新聞
.png) 蘇州礦山機械領軍企業精益改善優秀成果展現
蘇州礦山機械領軍企業精益改善優秀成果展現 博革于2021年10月正式與蘇州創力達成合作,簽署精益布局項目,旨在全面改造升級齒輪車間,歷時4個月完成前期規劃,另根據規劃項目歷時1年改造完成,現新車間已經投入使用,并且達到預期目標。 /news/4855.html
 博革攜手江東金具設備制造,精益咨詢管理改善促生產
博革攜手江東金具設備制造,精益咨詢管理改善促生產 江東金具決定與上海博革咨詢達成協議:由上海博革咨詢為江東金具進行工廠布局規劃和目視化設計工作。項目定位為打造絕緣子行業國內領先、行業標桿的智能化、自動化燈塔工廠。 /news/4866.html
.png) 國內PPE行業領軍企業賽立特園區精益布局
國內PPE行業領軍企業賽立特園區精益布局 博革自2022年起為賽立特提供精益管理服務,助力企業搭建精益管理體系,推動精益化管理落地見效,從而全面轉型升級,提升企業競爭力。本次項目從2024年10月進駐,經過調研分析,圍繞園區整布局 /news/4864.html